

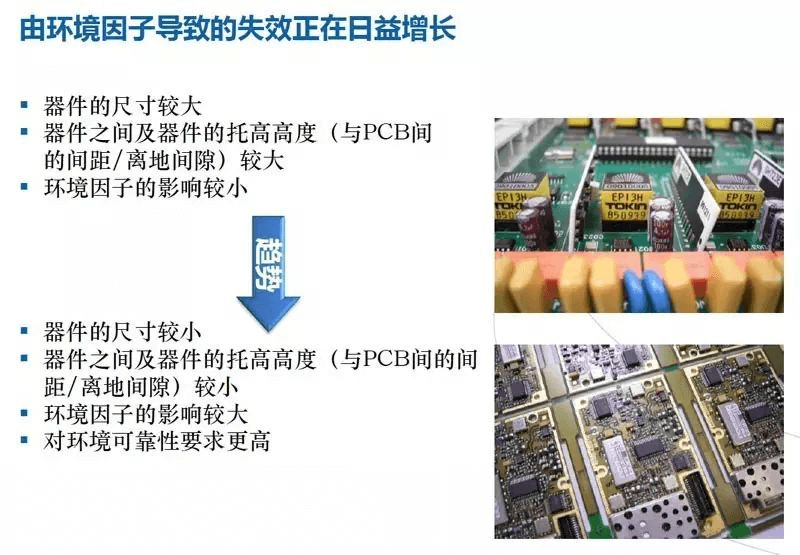
Քանի որ PCBA բաղադրիչների չափսը գնալով փոքրանում է, խտությունը դառնում է ավելի ու ավելի մեծ։ Սարքերի և սարքերի միջև կրող բարձրությունը (PCB-ի և գետնի վրայի բացվածքի միջև հեռավորությունը) նույնպես գնալով փոքրանում է, և շրջակա միջավայրի գործոնների ազդեցությունը PCBA-ի վրա նույնպես մեծանում է։ Հետևաբար, մենք ավելի բարձր պահանջներ ենք ներկայացնում էլեկտրոնային արտադրանքի PCBA-ի հուսալիության վերաբերյալ։
1. Միջավայրի գործոնները և դրանց ազդեցությունը
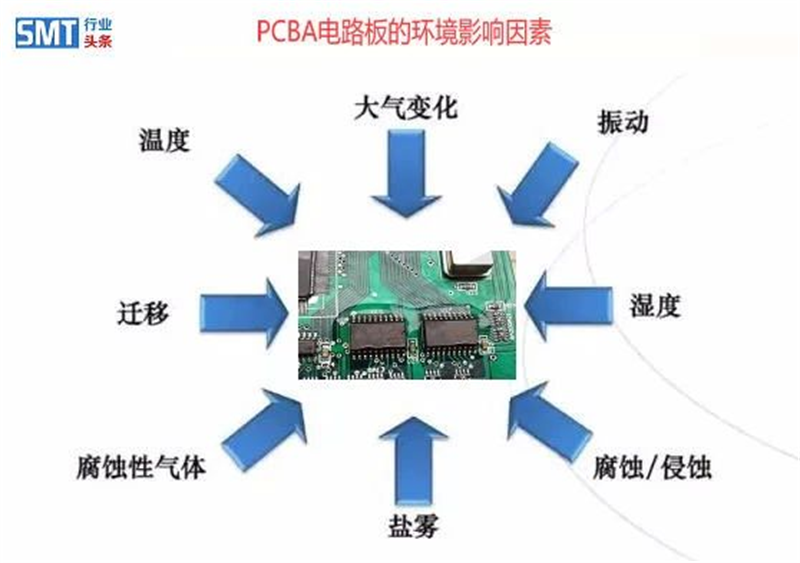
Շրջակա միջավայրի այնպիսի տարածված գործոններ, ինչպիսիք են խոնավությունը, փոշին, աղի ցողումը, բորբոսը և այլն, կարող են առաջացնել PCBA-ի տարբեր խափանումներ։
Խոնավություն
Արտաքին միջավայրում գտնվող գրեթե բոլոր էլեկտրոնային PCB բաղադրիչները ենթակա են կոռոզիայի, որոնցից ջուրը կոռոզիայի ամենակարևոր միջավայրն է: Ջրի մոլեկուլները բավականաչափ փոքր են որոշ պոլիմերային նյութերի ցանցային մոլեկուլային ճեղքը թափանցելու և ներքին մակերես մտնելու կամ ծածկույթի անցքի միջոցով հիմքում ընկած մետաղին հասնելու համար՝ կոռոզիա առաջացնելու համար: Երբ մթնոլորտը հասնում է որոշակի խոնավության, դա կարող է առաջացնել PCB էլեկտրաքիմիական միգրացիա, արտահոսքի հոսանք և ազդանշանի աղավաղում բարձր հաճախականության շղթայում:
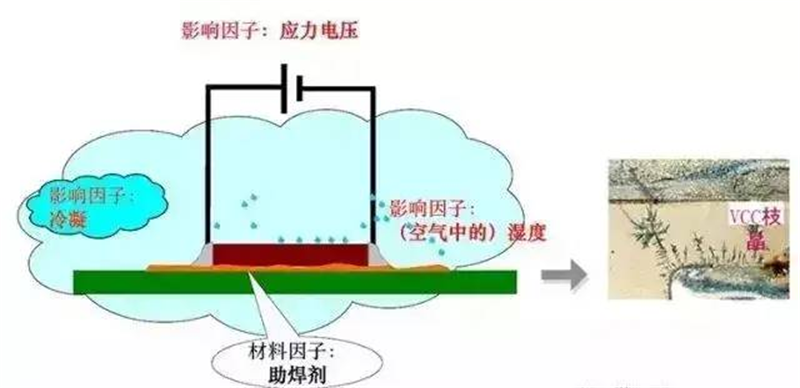
Գոլորշի/խոնավություն + իոնային աղտոտիչներ (աղեր, հոսքային ակտիվ նյութեր) = հաղորդիչ էլեկտրոլիտներ + լարվածության լարում = էլեկտրաքիմիական միգրացիա
Երբ մթնոլորտում հարաբերական խոնավությունը հասնում է 80%-ի, առաջանում է 5~20 մոլեկուլ հաստությամբ ջրային թաղանթ, և բոլոր տեսակի մոլեկուլները կարող են ազատորեն շարժվել։ Երբ ածխածին կա, կարող են տեղի ունենալ էլեկտրաքիմիական ռեակցիաներ։
Երբ հարաբերական խոնավությունը հասնում է 60%-ի, սարքավորումների մակերեսային շերտը կձևավորի 2~4 ջրի մոլեկուլ հաստ ջրային թաղանթ, որի մեջ աղտոտիչներ լուծվելու դեպքում տեղի կունենան քիմիական ռեակցիաներ։
Երբ մթնոլորտում RH-ն < 20% է, գրեթե բոլոր կոռոզիոն երևույթները դադարում են։
Հետևաբար, խոնավության դեմ պաշտպանությունը արտադրանքի պաշտպանության կարևոր մասն է կազմում։
Էլեկտրոնային սարքերի համար խոնավությունը լինում է երեք ձևով՝ անձրև, խտացում և ջրային գոլորշի։ Ջուրը էլեկտրոլիտ է, որը լուծարում է մեծ քանակությամբ կոռոզիոն իոններ, որոնք քայքայում են մետաղները։ Երբ սարքավորումների որոշակի մասի ջերմաստիճանը ցածր է «ցողի կետից» (ջերմաստիճանից), մակերեսին կլինի խտացում՝ կառուցվածքային մասեր կամ PCBA։
Փոշի
Մթնոլորտում փոշի կա, փոշու կլանված իոնային աղտոտիչները նստում են էլեկտրոնային սարքավորումների ներսում և առաջացնում են խափանումներ: Սա դաշտում էլեկտրոնային խափանումների հետ կապված տարածված խնդիր է:
Փոշին բաժանվում է երկու տեսակիԽոշոր փոշին 2.5~15 միկրոն տրամագծով անկանոն մասնիկներ է, որոնք, որպես կանոն, չեն առաջացնում խափանումներ, աղեղներ կամ այլ խնդիրներ, բայց ազդում են միակցիչի շփման վրա։ Մանր փոշին անկանոն մասնիկներ են՝ 2.5 միկրոնից պակաս տրամագծով։ Մանր փոշին որոշակի կպչունություն ունի PCBA-ի (վինիրի) վրա, որը կարելի է հեռացնել միայն հակաստատիկ խոզանակով։
Փոշու վտանգներըա. ՊԿԲ-ի մակերեսին փոշու նստվածքի պատճառով առաջանում է էլեկտրաքիմիական կոռոզիա, և խափանման մակարդակը մեծանում է։ բ. Փոշին + խոնավ ջերմությունը + աղային մշուշը ամենամեծ վնասն են հասցրել ՊԿԲ-ին, իսկ էլեկտրոնային սարքավորումների խափանումները ամենաշատը գրանցվել են քիմիական արդյունաբերության և հանքարդյունաբերության տարածքում՝ ափամերձ գոտում, անապատում (աղի-ալկալային հողեր) և Հուայհե գետի հարավում՝ բորբոսի և անձրևների սեզոնի ընթացքում։
Հետևաբար, փոշուց պաշտպանությունը արտադրանքի կարևոր մասն է կազմում։
Աղի լակի
Աղի լակի առաջացումը.Աղի ցայտքը առաջանում է բնական գործոններից, ինչպիսիք են օվկիանոսի ալիքները, մակընթացությունները, մթնոլորտային շրջանառության (մուսսոնային) ճնշումը, արևի լույսը և այլն: Այն քամու հետ կտարածվի դեպի ցամաք, և դրա կոնցենտրացիան կնվազի ափից հեռավորության հետ մեկտեղ: Սովորաբար, աղի ցայտքի կոնցենտրացիան կազմում է ափի 1%-ը, երբ այն գտնվում է ափից 1 կմ հեռավորության վրա (սակայն թայֆունների ժամանակ այն ավելի հեռու կփչի):
Աղի սփրեյի վնասակարությունը.ա. վնասել մետաղական կառուցվածքային մասերի ծածկույթը, բ. Էլեկտրաքիմիական կոռոզիայի արագացումը հանգեցնում է մետաղական լարերի կոտրման և բաղադրիչների խափանման։
Նմանատիպ կոռոզիայի աղբյուրներ՝ա. Ձեռքերի քրտինքը պարունակում է աղ, միզանյութ, կաթնաթթու և այլ քիմիական նյութեր, որոնք էլեկտրոնային սարքավորումների վրա ունեն նույն քայքայիչ ազդեցությունը, ինչ աղային լակի փոշին։ Հետևաբար, հավաքման կամ օգտագործման ժամանակ պետք է կրել ձեռնոցներ, և ծածկույթին չպետք է դիպչել մերկ ձեռքերով։ բ. Հոսքի մեջ կան հալոգեններ և թթուներ, որոնք պետք է մաքրվեն և վերահսկվեն դրանց մնացորդային կոնցենտրացիաները։
Հետևաբար, աղի ցողման կանխարգելումը արտադրանքի պաշտպանության կարևոր մասն է կազմում։
Բորբոս
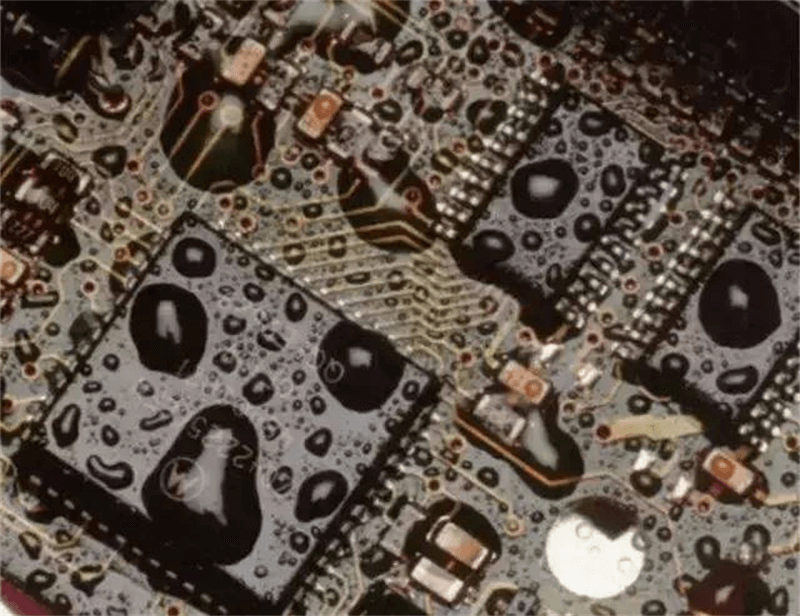
Բորբոսը, թելանման սնկերի ընդհանուր անվանումը, նշանակում է «բորբոսնած սնկեր», հակված են ձևավորել փարթամ միցելիում, բայց չեն առաջացնում մեծ պտղատու մարմիններ, ինչպես սնկերը: Խոնավ և տաք վայրերում շատ առարկաներ անզեն աչքով աճեցնում են որոշ փխրուն, փաթաթված կամ սարդոստայնի տեսքով գաղութներ, այսինքն՝ բորբոս:
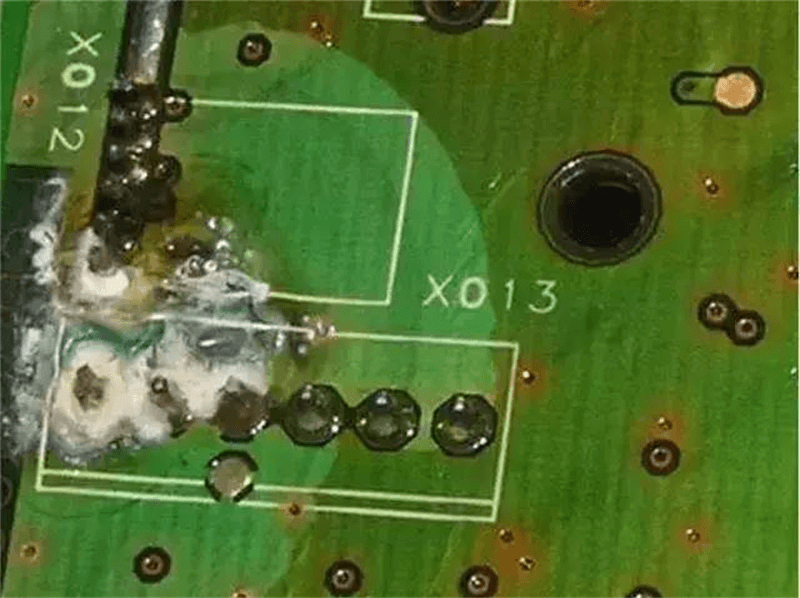
ՆԿ. 5: ՊՀԲ բորբոսի երևույթ
Բորբոսի վնասըա. բորբոսի ֆագոցիտոզը և տարածումը հանգեցնում են օրգանական նյութերի մեկուսացման քայքայման, վնասման և քայքայման։ բ. Բորբոսի մետաբոլիտները օրգանական թթուներ են, որոնք ազդում են մեկուսացման և էլեկտրական ամրության վրա և առաջացնում են էլեկտրական աղեղ։
Հետևաբար, բորբոսի դեմ միջոցը պաշտպանիչ միջոցների կարևոր մասն է կազմում։
Հաշվի առնելով վերը նշված ասպեկտները, արտադրանքի հուսալիությունը պետք է ավելի լավ երաշխավորված լինի, այն պետք է հնարավորինս ցածր մեկուսացված լինի արտաքին միջավայրից, ուստի ներդրվում է ձևի ծածկույթի գործընթացը։
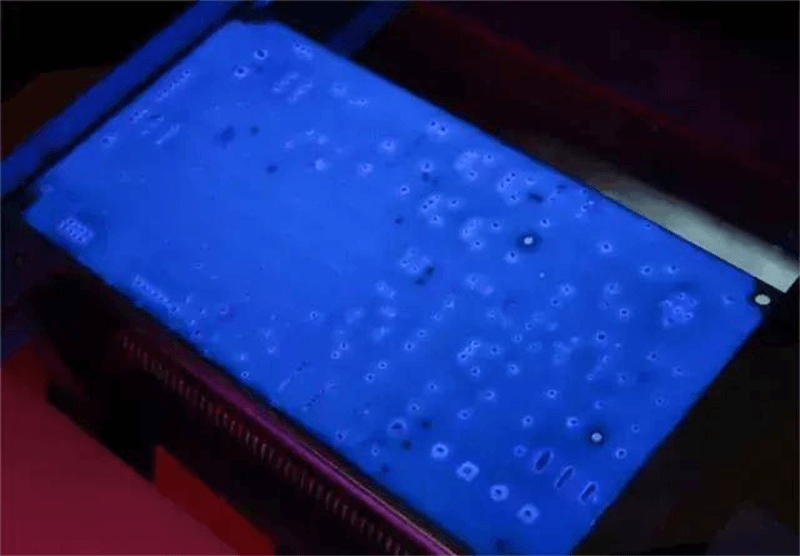
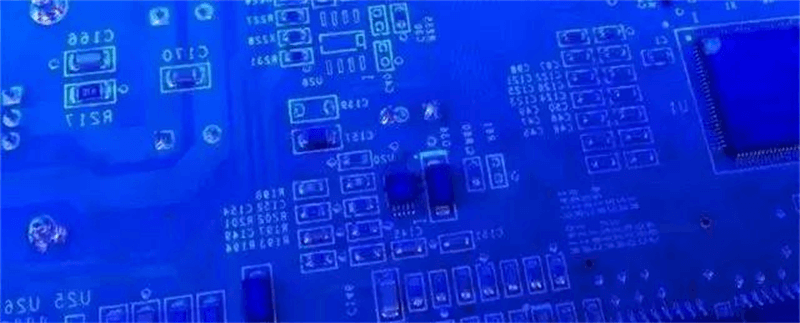
Ծածկույթի PCB ծածկույթից հետո, մանուշակագույն լամպի կրակոցի ազդեցության տակ, բնօրինակ ծածկույթը կարող է այնքան գեղեցիկ լինել:
Երեք հականերկային ծածկույթՎերաբերում է PCB-ի մակերեսին բարակ պաշտպանիչ մեկուսիչ շերտով պատմանը: Այն ներկայումս եռակցումից հետո ամենատարածված ծածկույթի մեթոդն է, որը երբեմն անվանում են մակերեսային ծածկույթ և կոնֆորմալ ծածկույթ (անգլերեն անվանումը՝ ծածկույթ, կոնֆորմալ ծածկույթ): Այն կմեկուսացնի զգայուն էլեկտրոնային բաղադրիչները կոշտ միջավայրից, կարող է զգալիորեն բարելավել էլեկտրոնային արտադրանքի անվտանգությունն ու հուսալիությունը և երկարացնել արտադրանքի ծառայության ժամկետը: Եռակի ներկի դեմ ծածկույթը կարող է պաշտպանել սխեման/բաղադրիչները շրջակա միջավայրի գործոններից, ինչպիսիք են խոնավությունը, աղտոտիչները, կոռոզիան, սթրեսը, ցնցումը, մեխանիկական թրթռումը և ջերմային ցիկլը, միաժամանակ բարելավելով արտադրանքի մեխանիկական ամրությունը և մեկուսացման բնութագրերը:
PCB-ի ծածկույթից հետո մակերեսին ձևավորվում է թափանցիկ պաշտպանիչ թաղանթ, որը կարող է արդյունավետորեն կանխել ջրի և խոնավության ներթափանցումը, խուսափել արտահոսքից և կարճ միացումից։
2. Ծածկույթի գործընթացի հիմնական կետերը
IPC-A-610E (էլեկտրոնային հավաքման փորձարկման ստանդարտ) պահանջների համաձայն, այն հիմնականում արտացոլվում է հետևյալ ասպեկտներում.
Տարածաշրջան
1. Տարածքներ, որոնք չեն կարող ծածկվել.
Էլեկտրական միացումներ պահանջող տարածքներ, ինչպիսիք են ոսկե բարձիկները, ոսկե մատները, մետաղական անցքերը, փորձարկման անցքերը։
Մարտկոցներ և մարտկոցների ամրացնող սարքեր;
Միակցիչ;
Ապահովիչ և պատյան;
Ջերմության ցրման սարք;
Ցատկող մետաղալար;
Օպտիկական սարքի ոսպնյակը;
Պոտենցիոմետր;
Սենսոր;
Ոչ մի կնքված անջատիչ;
Այլ տարածքներ, որտեղ ծածկույթը կարող է ազդել աշխատանքի կամ կատարողականի վրա։
2. Ծածկույթի ենթակա տարածքներբոլոր զոդման միացումները, քորոցները, բաղադրիչները և հաղորդիչները։
3. Լրացուցիչ տարածքներ
Հաստություն
Հաստությունը չափվում է տպագիր սխեմայի բաղադրիչի հարթ, անարգել, կարծրացված մակերեսի կամ բաղադրիչի հետ մշակվող ամրացված թիթեղի վրա: Ամրացված տախտակները կարող են լինել նույն նյութից, ինչ տպագիր տախտակները կամ այլ ոչ ծակոտկեն նյութեր, ինչպիսիք են մետաղը կամ ապակին: Թաց թաղանթի հաստության չափումը կարող է նաև օգտագործվել որպես ծածկույթի հաստության չափման լրացուցիչ մեթոդ, քանի դեռ կա թաց և չոր թաղանթի հաստության միջև փաստաթղթավորված փոխակերպման կապ:

Աղյուսակ 1. Հաստության միջակայքի ստանդարտը ծածկույթի յուրաքանչյուր տեսակի նյութի համար
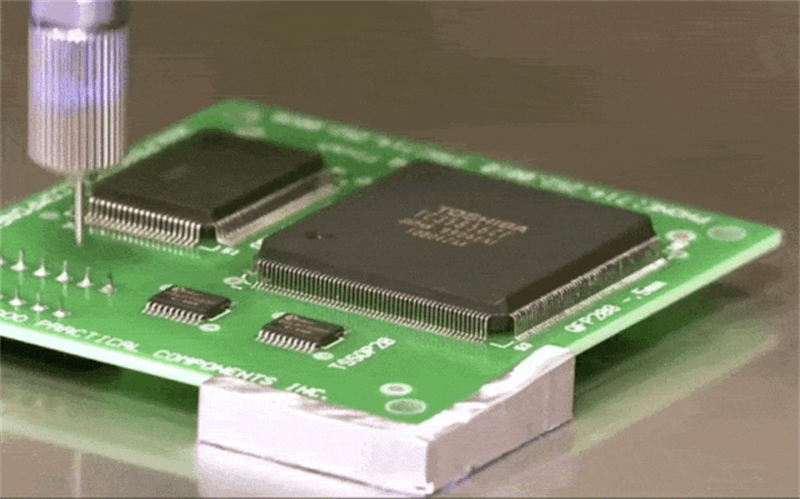
Հաստության փորձարկման մեթոդը.
1. Չոր թաղանթի հաստության չափման գործիք՝ միկրոմետր (IPC-CC-830B); բ Չոր թաղանթի հաստության չափիչ (երկաթե հիմքով)
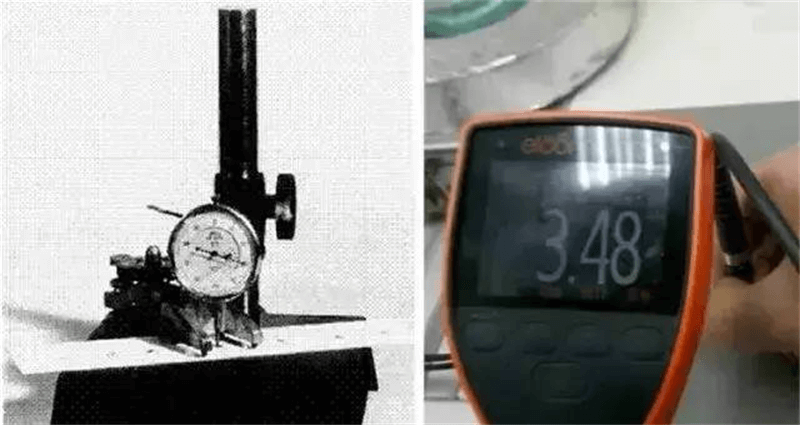
Նկար 9. Միկրոմետրային չոր թաղանթի սարք
2. Թաց թաղանթի հաստության չափում. թաց թաղանթի հաստությունը կարելի է ստանալ թաց թաղանթի հաստության չափման գործիքով, ապա հաշվարկել սոսնձի պինդ նյութի համամասնությամբ։
Չոր թաղանթի հաստությունը
Նկ. 10-ում թաց թաղանթի հաստությունը ստացվել է թաց թաղանթի հաստության չափիչով, ապա հաշվարկվել է չոր թաղանթի հաստությունը։
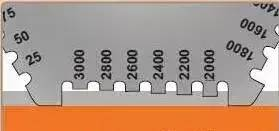
Եզրերի լուծաչափ
ՍահմանումՍովորական պայմաններում, գծի եզրից դուրս ցողող փականով ցողիչը շատ ուղիղ չի լինի, միշտ կլինի որոշակի ճեղք։ Մենք ճեղքի լայնությունը սահմանում ենք որպես եզրի լուծաչափ։ Ինչպես ցույց է տրված ստորև, d-ի չափը եզրի լուծաչափի արժեքն է։
Նշում. Եզրերի լուծաչափը, անկասկած, որքան փոքր է, այնքան լավ, սակայն տարբեր հաճախորդների պահանջները նույնը չեն, ուստի կոնկրետ պատված եզրերի լուծաչափը պետք է համապատասխանի հաճախորդի պահանջներին։

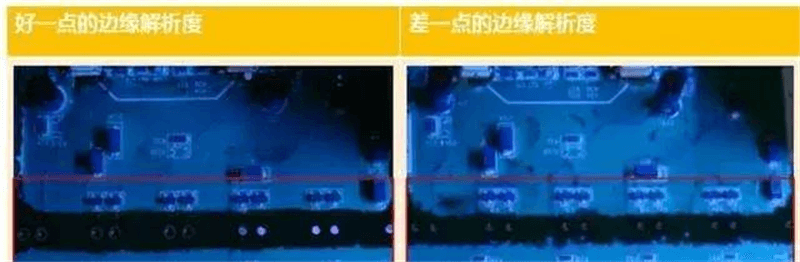
Նկար 11. Եզրերի լուծաչափի համեմատություն
Միատարրություն
Սոսինձը պետք է լինի միատարր հաստությամբ և հարթ ու թափանցիկ թաղանթով ծածկված արտադրանքի մեջ, շեշտը դրվում է արտադրանքի մեջ ծածկված սոսինձի միատարրության վրա՝ վերևում գտնվող տարածքի վրա, հետևաբար, այն պետք է լինի նույն հաստությամբ, որպեսզի գործընթացում խնդիրներ չլինեն՝ ճաքեր, շերտավորում, նարնջագույն գծեր, աղտոտվածություն, մազանոթային երևույթ, փուչիկներ։
Նկար 12. Առանցքային ավտոմատ AC շարքի ավտոմատ ծածկույթային մեքենայի ծածկույթի էֆեկտը, միատարրությունը շատ կայուն է
3. Ծածկույթի գործընթացի իրականացումը
Ծածկույթի գործընթացը
1 Պատրաստել
Պատրաստեք արտադրանք և սոսինձ և այլ անհրաժեշտ իրեր;
Որոշեք տեղական պաշտպանության տեղը։
Որոշեք գործընթացի հիմնական մանրամասները
2: Լվացում
Պետք է մաքրվի եռակցումից հետո ամենակարճ ժամանակահատվածում, որպեսզի կանխվի եռակցման կեղտի մաքրման դժվարությունը։
Համապատասխան մաքրող միջոց ընտրելու համար որոշեք, թե հիմնական աղտոտիչը բևեռային է, թե ոչ բևեռային։
Եթե օգտագործվում է սպիրտ պարունակող մաքրող միջոց, պետք է ուշադրություն դարձնել անվտանգության հարցերին. լվացքից հետո պետք է ապահովվի լավ օդափոխություն, սառեցման և չորացման գործընթացի կանոններ՝ վառարանում պայթյունի պատճառով մնացորդային լուծիչի գոլորշիացումը կանխելու համար։
Ջրային մաքրում՝ ալկալային մաքրող հեղուկով (էմուլսիա)՝ հոսքը լվանալու համար, ապա լվանալ մաքուր ջրով՝ մաքրող հեղուկը մաքրելու համար, մաքրման չափանիշներին համապատասխանելու համար։
3. Դիմակավորող պաշտպանություն (եթե ընտրողական ծածկույթի սարքավորումներ չեն օգտագործվում), այսինքն՝ դիմակ։
Պետք է ընտրել ոչ կպչուն թաղանթ, որը չի փոխանցի թղթե ժապավենը։
Ինտեգրալ սխեմայի պաշտպանության համար պետք է օգտագործել հակաստատիկ թղթե ժապավեն։
Որոշ սարքերի համար նախատեսված վահանային պաշտպանության գծագրերի պահանջների համաձայն։
4. Խոնավությունը վերացնել
Մաքրելուց հետո, պաշտպանված PCBA-ն (բաղադրիչը) պետք է նախապես չորացվի և խոնավությունից ազատվի՝ նախքան ծածկույթը քսելը։
Որոշեք նախնական չորացման ջերմաստիճանը/ժամանակը՝ համաձայն PCBA-ի (բաղադրիչի) կողմից թույլատրված ջերմաստիճանի։
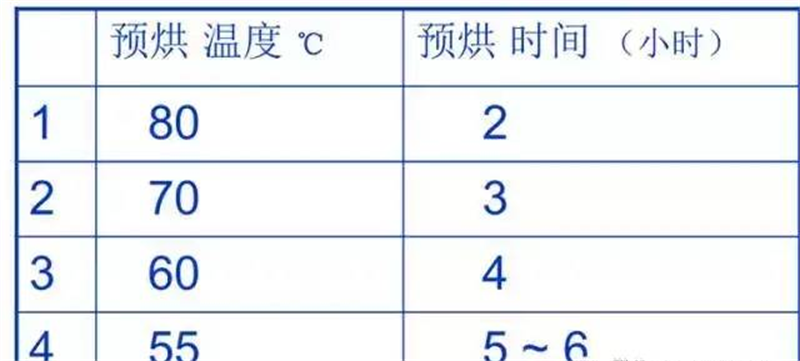
PCBA-ն (բաղադրիչը) կարող է թույլատրվել որոշել նախնական չորացման սեղանի ջերմաստիճանը/ժամանակը
5 շերտ
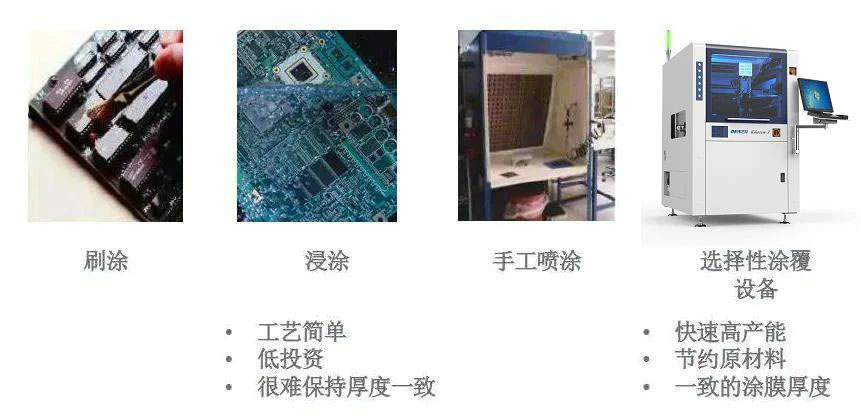
Ձևի ծածկույթի գործընթացը կախված է PCBA պաշտպանության պահանջներից, առկա տեխնոլոգիական սարքավորումներից և առկա տեխնիկական պաշարներից, որոնք սովորաբար իրականացվում են հետևյալ եղանակներով.
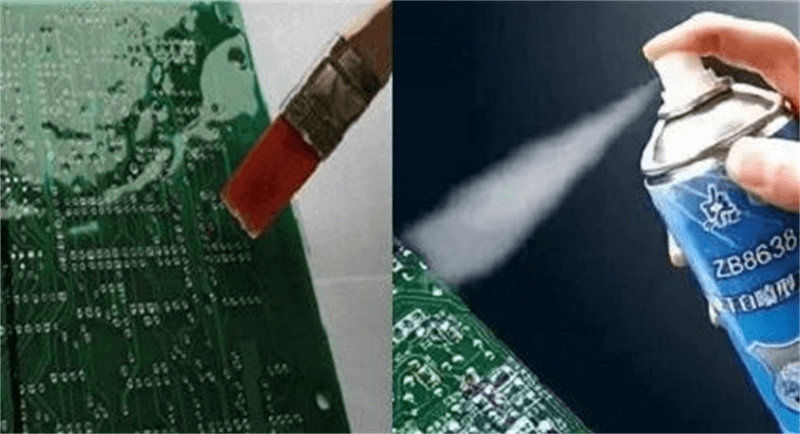
ա. Ձեռքով խոզանակ
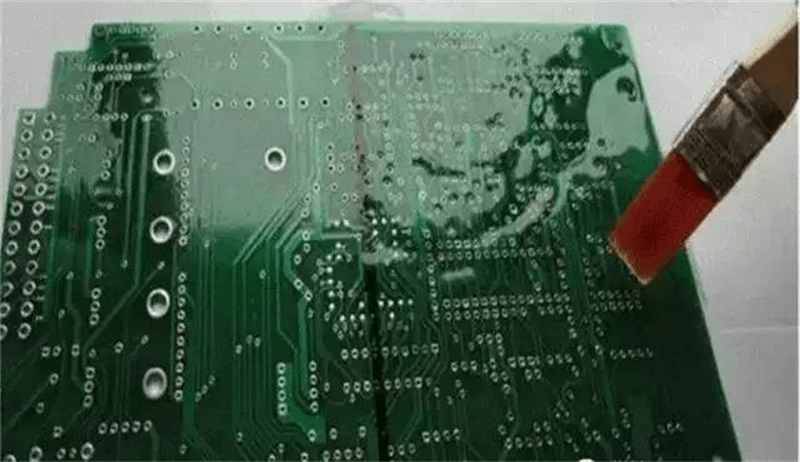
Նկար 13. Ձեռքով խոզանակով մաքրման մեթոդ
Խոզանակով ծածկույթը ամենատարածված գործընթացն է, հարմար է փոքր խմբաքանակի արտադրության համար, PCBA կառուցվածքը բարդ է և խիտ, անհրաժեշտ է պաշտպանել կոշտ արտադրանքներից պաշտպանության պահանջները: Քանի որ խոզանակով ծածկույթը կարող է ազատորեն կառավարվել, այնպես որ ներկելու թույլտվություն չտրվող մասերը չեն աղտոտվի:
Վրձնի ծածկույթը սպառում է ամենաքիչ նյութը, ինչը հարմար է երկբաղադրիչ ներկի ավելի բարձր գնի համար։
Ներկման գործընթացը մեծ պահանջներ ունի օպերատորի նկատմամբ։ Շինարարությունից առաջ պետք է ուշադիր մշակվեն գծագրերը և ծածկույթի պահանջները, պետք է ճանաչվեն PCBA բաղադրիչների անունները, իսկ այն մասերը, որոնք թույլատրված չէ ծածկույթի ենթարկել, պետք է նշվեն աչքի ընկնող նշաններով։
Օպերատորներին արգելվում է ցանկացած պահի ձեռքերով դիպչել տպագիր միակցիչին՝ աղտոտումից խուսափելու համար։
բ. Ձեռքով թաթախել
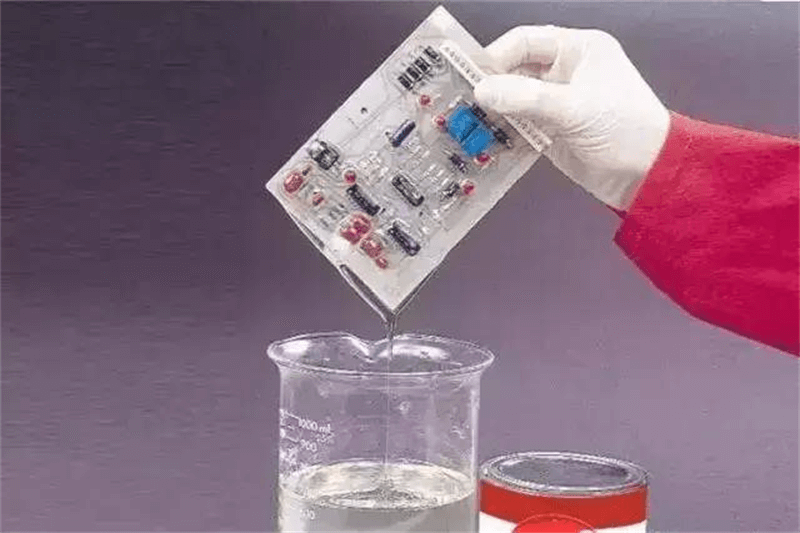
Նկար 14. Ձեռքով թաթախման ծածկույթի մեթոդ
Լավագույն արդյունքը ապահովվում է թաթախման միջոցով ծածկույթի ստացման գործընթացով: Միատարր, անընդհատ ծածկույթ կարող է կիրառվել PCBA-ի ցանկացած մասի վրա: Թաթախման միջոցով ծածկույթի ստացման գործընթացը հարմար չէ կարգավորվող կոնդենսատորներով, նուրբ կարգավորվող մագնիսական միջուկներով, պոտենցիոմետրերով, բաժակաձև մագնիսական միջուկներով և վատ կնքված որոշ մասերով PCBA-ների համար:
Ջրահեռացման ծածկույթի գործընթացի հիմնական պարամետրերը.
Կարգավորեք համապատասխան մածուցիկությունը;
Վերահսկեք PCBA-ի բարձրացման արագությունը՝ փուչիկների առաջացումը կանխելու համար: Սովորաբար ոչ ավելի, քան 1 մետր վայրկյանում:
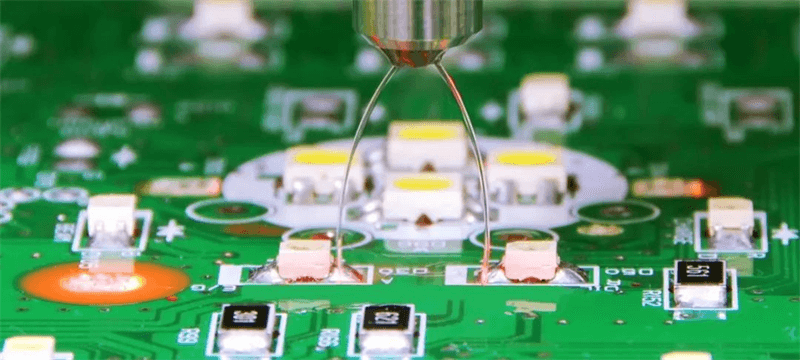
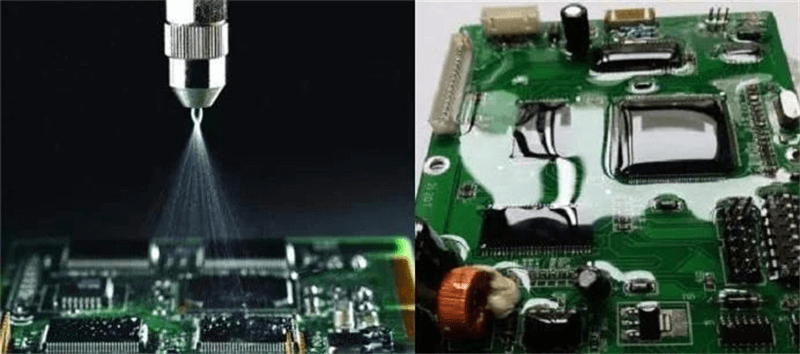
գ. Ցողում
Ցողումը ամենատարածված, հեշտ ընդունելի գործընթացն է, որը բաժանված է հետևյալ երկու կատեգորիաների՝
① Ձեռքով ցողում
Նկար 15. Ձեռքով ցողման մեթոդ
Հարմար է ավելի բարդ աշխատանքային մասի համար, դժվար է հույսը դնել ավտոմատացման սարքավորումների զանգվածային արտադրության իրավիճակի վրա, նաև հարմար է արտադրանքի շարքի բազմազանության համար, բայց ավելի քիչ իրավիճակում, կարող է ցողվել ավելի հատուկ դիրքի վրա։
Նշում ձեռքով ցողման վերաբերյալ. ներկի մշուշը կարող է աղտոտել որոշ սարքեր, ինչպիսիք են տպատախտակի միակցիչը, ինտեգրալ սխեմայի վարդակը, որոշ զգայուն կոնտակտներ և որոշ հողանցման մասեր, այս մասերում պետք է ուշադրություն դարձնել պաշտպանիչ պատյանի հուսալիությանը: Մեկ այլ կետ էլ այն է, որ օպերատորը երբեք չպետք է ձեռքով դիպչի տպագիր միակցիչին՝ միակցիչի շփման մակերեսի աղտոտումը կանխելու համար:
② Ավտոմատ ցողում
Սովորաբար դա վերաբերում է ընտրողական ծածկույթով սարքավորումներով ավտոմատ ցողմանը: Հարմար է զանգվածային արտադրության համար, ունի լավ կոնսիստենցիա, բարձր ճշգրտություն, քիչ շրջակա միջավայրի աղտոտում: Արդյունաբերության արդիականացման, աշխատուժի արժեքի աճի և շրջակա միջավայրի պաշտպանության խիստ պահանջների հետ մեկտեղ ավտոմատ ցողման սարքավորումները աստիճանաբար փոխարինում են այլ ծածկույթային մեթոդներին:
Արդյունաբերություն 4.0-ի ավտոմատացման պահանջների աճին զուգընթաց, արդյունաբերության ուշադրության կենտրոնում համապատասխան ծածկույթային սարքավորումներ տրամադրելուց տեղափոխվել է ծածկույթային ամբողջ գործընթացի խնդրի լուծմանը: Ավտոմատ ընտրողական ծածկույթային մեքենա՝ ճշգրիտ ծածկույթ և նյութի վատնում չի պահանջում, հարմար է ծածկույթի մեծ քանակությունների համար, առավել հարմար է ներկի դեմ երեք ծածկույթի մեծ քանակությունների համար:
Համեմատությունավտոմատ ծածկույթի մեքենաևավանդական ծածկույթի գործընթաց
Ավանդական PCBA եռակի դիմացկուն ներկի ծածկույթ՝
1) Խոզանակի ծածկույթ. կան փուչիկներ, ալիքներ, խոզանակով մազահեռացում;
2) Գրելը. չափազանց դանդաղ է, ճշգրտությունը հնարավոր չէ վերահսկել։
3) Ամբողջ կտորը թրջելը. չափազանց անիմաստ ներկ, դանդաղ արագություն։
4) Ցողիչով ցողում. ամրացման պաշտպանության համար չափազանց շատ շեղում
Ծածկույթի մեքենայի ծածկույթ.
1) Ցողացիրով ներկման քանակը, ցողացիրով ներկման դիրքը և մակերեսը ճշգրտորեն սահմանված են, և անհրաժեշտ չէ մարդկանց ավելացնել ցողացիրով ներկելուց հետո տախտակը սրբելու համար։
2) Որոշ միացվող բաղադրիչներ, որոնք մեծ հեռավորություն ունեն թիթեղի եզրից, կարող են անմիջապես ներկվել առանց ամրակը տեղադրելու, ինչը խնայում է թիթեղի տեղադրման անձնակազմի աշխատանքը։
3) Գազի գոլորշիացում չի առաջանում՝ մաքուր աշխատանքային միջավայր ապահովելու համար։
4) Բոլոր հիմքերը կարիք չունեն օգտագործելու ամրակներ ածխածնային թաղանթը ծածկելու համար, ինչը վերացնում է բախման հնարավորությունը:
5) Երեք հականերկային ծածկույթի հաստությունը միատարր է, զգալիորեն բարելավում է արտադրության արդյունավետությունը և արտադրանքի որակը, բայց նաև խուսափում է ներկի վատնումից։
PCBA ավտոմատ երեք ներկերի դեմ ծածկույթի մեքենան հատուկ նախագծված է երեք ներկերի դեմ ինտելեկտուալ ցողման սարքավորումներ ցողելու համար: Քանի որ ցողվող նյութը և քսվող ցողման հեղուկը տարբեր են, ծածկույթի մեքենայի կառուցվածքը և սարքավորումների բաղադրիչների ընտրությունը նույնպես տարբեր են, երեք ներկերի դեմ ծածկույթի մեքենան օգտագործում է ամենաժամանակակից համակարգչային կառավարման ծրագիրը, կարող է իրականացնել եռառանցքային կապ, միևնույն ժամանակ հագեցած է տեսախցիկի դիրքորոշման և հետևման համակարգով, կարող է ճշգրիտ կառավարել ցողման տարածքը:
Երեք ներկերի դեմ ծածկույթի մեքենան, որը հայտնի է նաև որպես երեք ներկերի դեմ սոսնձի մեքենա, երեք ներկերի դեմ սփրեյ սոսինձի մեքենա, երեք ներկերի դեմ յուղի դեմ սփրեյ մեքենա, երեք ներկերի դեմ սփրեյ մեքենա, նախատեսված է հեղուկի կառավարման համար, PCB մակերեսը ծածկված է երեք հականերկի շերտով, ինչպիսիք են ներծծումը, ցողումը կամ պտտվող ծածկույթի մեթոդը PCB մակերեսը ծածկված է լուսակայուն շերտով:
Ինչպես լուծել ներկերի դեմ երեք ծածկույթների պահանջարկի նոր դարաշրջանը, դարձել է արդյունաբերության մեջ լուծման ենթակա հրատապ խնդիր: Ճշգրիտ ընտրողական ծածկույթի մեքենայով ներկայացված ավտոմատ ծածկույթի սարքավորումները բերում են նոր գործունեության եղանակ,ճշգրիտ ծածկույթ և նյութերի վատնում չկա, ամենահարմարն է մեծ թվով երեք հականերկային ծածկույթների համար։
Հրապարակման ժամանակը. Հուլիս-08-2023





